���әC���˵ľS��ע�����
�l��r�g��2019-12-02
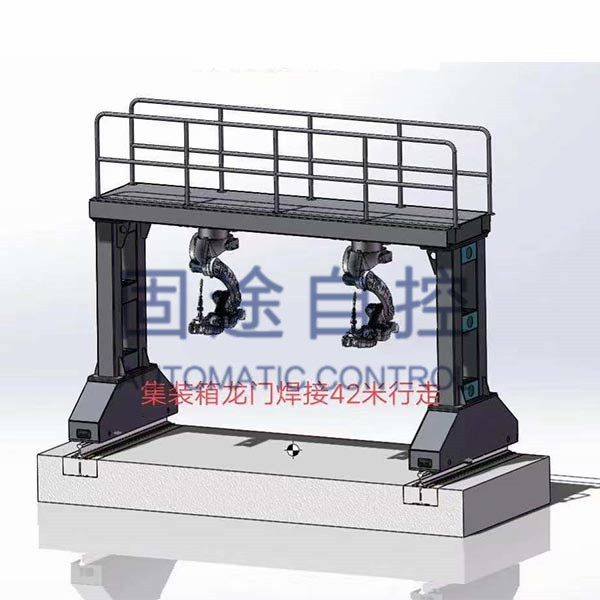
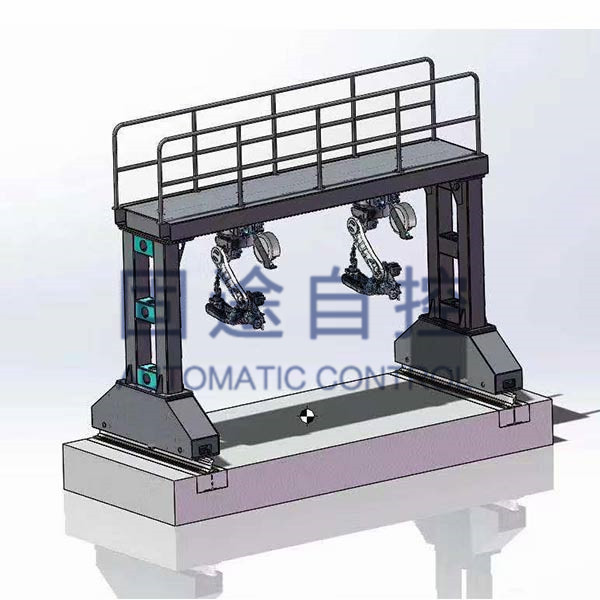
���әC�����x�õ��Ǹ����Ϛ��w�S�o���������^���гʬF�ĺ���ȱ��һ���к�ƫ��ҧ߅����ȎN�����w�������£�
(1)�ʬF��ƫ���ܞ麸�ӵķ�λ�����_����Ғ�r�ʬF���}���@�r��Ҫ���]TCP(���������c��λ)�Ƿ�ʴ_���������{�������O�l�l�ʬF�@�N��r��Ҫ�鿴һ�C���˸��S���㷽λ�����^У������������
(2)�ʬFҧ߅���ܞ麸�Ӆ����x���ס��������I�����͙C����ҕ�c����λ��������ǡ���{�����ʵľ����ĄӺ��Ӆ������{���������ˑB�Լ������c������������λ��
(3)�ʬF����ܞ���w�S�o������ĵ���̫����S�S�o�ⲻ�п���M���������{���Ϳ���̎����
(4)�w�R�^����ܞ麸�Ӆ����x���ס����w�M��ԭ��z�����L��̫�L����ǡ���{�����ʵľ����ĄӺ��Ӆ������{�Ț��w��ȃx���{����Ϛ��w���~���{�������c������������λ��
(5)���p�Yβ̎��s��һ���ӣ����̕r�����I���������ӹ��ã������͙C���˿��Ԍ�����M��
���әC������Ҋȱ�c����Q����
(1)�l��ײ�������������ڹ���ƴ�b�l�����e����TCP���ʴ_���ɲ鿴�O���r����������TCP��
(2)�ʬF늻�ȱ�c���������������������ں��z�]�н�ͨ���͙C�����|��������ˇ����̫С�����ք��ͽz���{�������c���p���g�������Sǡ���{�ȹ�ˇ������
(3)�S�o��O�؈���sˮ��S�o�������ȱ�c���鿴��sˮ��S�o���·��
����
���P��
- ���әC���˵ĽM�ɲ���
- �C���˶Ѷ�C����Щ���c
- �a��C���˵�Ч��
- ���әC��������܇�ИI����