����{(di��o)���C(j��)���˺��ӹ����г��F(xi��n)�Ć��}
�l(f��)��r�g��2022-05-25
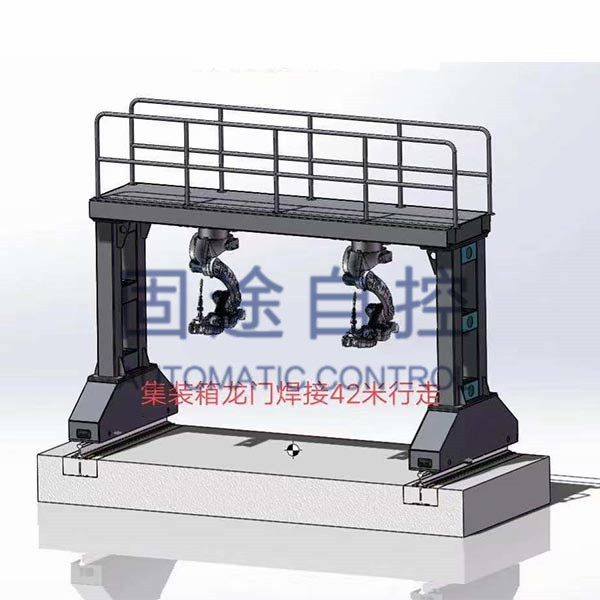
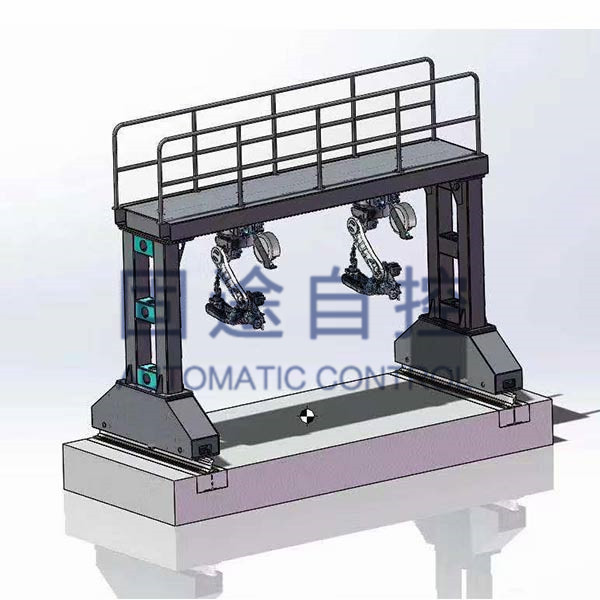
һ����s���γ�һ�����ӣ��ھ����^���Ќ��͛]���ӹ������ӵ��������E���������
�����w�R�^����������ں��Ӆ���(sh��)�x��(d��ng)�����w�ɷ�ԭ��z���ⲿ���L�^�L���¡������{(di��o)�����ʴ�С�Ը��ĺ��Ӆ���(sh��)���{(di��o)�����w���������{(di��o)����Ϛ��w���~�����{(di��o)��������������������
����ҧ߅�ij��F(xi��n)���������ڙC(j��)���˺��Ӆ���(sh��)�x��(d��ng)��������ҕ�c(di��n)�e�`��ȡ���ԭ�����m��(d��ng)�{(di��o)��(ji��)���ʴ�С�Ը�׃���Ӆ���(sh��)���������ˑB(t��i)�ͺ������������������������{(di��o)��(ji��)��
�ġ�����������ښ��w�S�o(h��)�����������ĵ���̫���S�o(h��)���w������ɵģ������M(j��n)������(y��ng)���{(di��o)����
�塢�C(j��)���˺���ƫ������������e�`�ĺ��ӷ����?q��)��Һ����r���F(xi��n)�Ć��}����ġ��˕r��Ո���]�����������c(di��n)�Ƿ����_���M(j��n)���{(di��o)����
����
���P(gu��n)��
- ���әC(j��)���˵ĽM�ɲ���
- �C(j��)���˶Ѷ�C(j��)����Щ���c(di��n)
- �a��C(j��)���˵�Ч��
- ���әC(j��)��������܇�ИI(y��)��(y��ng)��