���әC��������܇�ИI����
�l��r�g��2022-01-18
���әC����CO2�h������
��܇܇�����b܇�g��Ҫ�õĺ��ӷ�ʽ������c�����������Ӻ���������������һ��������œ���ɺ��Ӆ^���ذ忂�ɺ��Ӆ^���ȇ����ɺ��Ӆ^���{�������^���T�w�������a�^����Ȼ��ͬ܇�͵�ģ���OӋ��һ�ӣ����ܻ����IJ�λҲ�Dz�һ�ӵġ������@Щ������λ��ͨ�����������O�ó��m�O����m��ĿǰCO2���ӳ��m��ʽ��Ҫ�����N��
1. ����ͨ�L���m
��܇܇��CO2���ӵļ��г��m��Ҫ��CO2�����ҳ��m������܇������ҪCO2���ӵĵط��M�м��к��ӣ�����һ��CO2�����ң��Ȳ��O�ö��_ CO2���C����CO2�����҃Ȳ��O�����L�ڣ�ͨ�^�ܵ��B�ӵ�܇�g���档�_��ͨ�L�O���M�г��L��CO2�����Үa��ؓ������ӕr�a���Ĵ������mͨ�^�ş��ܵ��ŵ����⡣�@�N��ʽ������r��ֻ���ş��m���ܳ��m�����ş�Ч���á��D1��ʾ�LJ���ij��܇����S܇�����b܇�gCO2�����ҡ�
2. �ΙCͨ�L���m
��܇܇����CO2������һ�㲻̫���е��OӋ���]���������ͺ��ӿ��g�Ȇ��}�������p�OӋ�ı��^��ɢ�����m�ϼ��к��ӣ����÷�ɢ���ӕrͨ��Ҫ���ÆΙC���m�O�䣬��D2��ʾ���@�N�O����m�����M�Ŀ՚��ŵ�܇�g���Ķ��_��ͨ�L���m��Ч�����ΙC���m�O������m�ֿ��Ը�������λ���`�������{���ĸ߶Ⱥ�λ�ã������m����e���ޣ����mЧ�����纸���ҡ��ΙC���m�O���ȱ�c��Ͷ�Y�^�����ӹ����o�������������ş��ܵ�߀���K���˺��Ӽ������ϡ����ϡ�
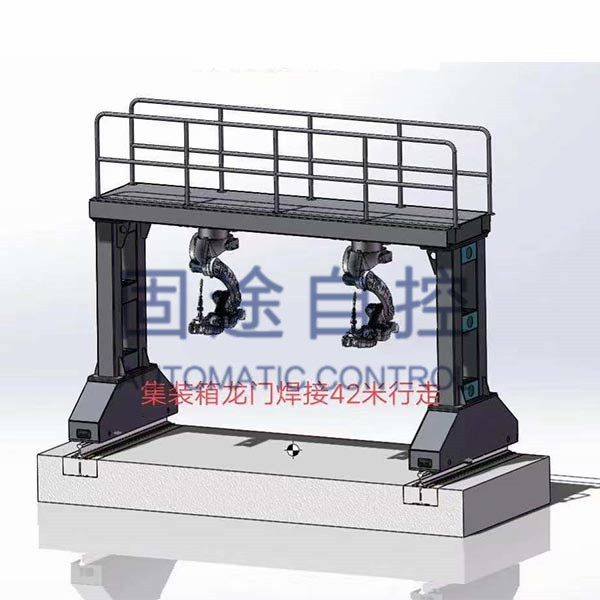
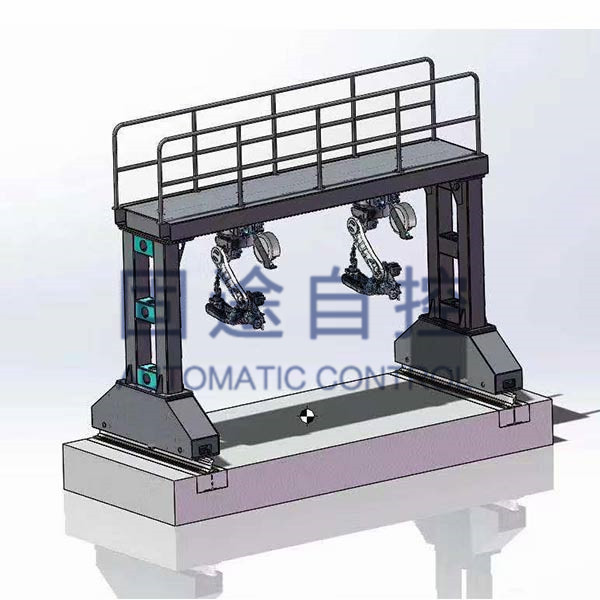
3. �h�����m����
�h�����m������Ҋ�D3�����H������CO2��ͨ���������������һ��ֱ������ͨ������һ�c���ܣ������������Ӻ��٣������˲���Ӱ푲����@�N�h�������ă��c�ǣ�����PLC�}�_���ƃx���Ԅӷ����L���͉����Ӻ��������|���_�P���������r�C���Ԅ����ӣ����r�C����ֹͣ�\�У���Q�˲���Ҫ�����M������һ���������һ�����ӹ�λ���ɆΙC�����Cͬ�r���F���_���ã����ܡ����㡢�w�eС���|���p���Ƅ����硣
�@�N�h���������m�ǽ���������Ƴ����ģ��mȻ�����m��С�����������m�a����Դ�^���ş�Ч���ܺá��D4�͈D5�քe��ʹ����ͨ�����ͭh���������ӵČ�����Ƭ�����Կ�����ʹ���˭h���������ӣ����ӟ��m���@�p�١�Ŀǰ��ԓ�O���ѽ���һЩ���͙Cе�S�Ϳ�܇�S�M����ԇ�ã��Ñ���ӳ���e��ͬ�r��ԇ�ØI��Ҳ��ӳ�@�N�h���������ş�Ч���c�����ˑB���P��ƽ�����Ǻ��ş���Ч���Dz�һ�ӵġ�
�ŷ�����
�c��Ӻ�����ȣ�����c���ŷ��������Բ�ʹ�É��s�՚⣬���ҿ��ƾ��Ⱥͺ����|�����á�����c���ŷ�����һ�������әC������ʹ�ã��Ț�Ӻ������ӹ��ܣ�����С��������ij���S�ṩ�Ĝy���Y�ϱ���������c���ŷ�������һ�����c���Թ�ʡ0.1���X�������Ԅӻ��̶ȱ��^�ߵ�܇�����b���a����һ�_܇��C���˺�������Ӌ��1500�c���ϣ���a10�f�_��܇܇���ĺ��b܇�gһ��Ȅt�ɹ��s�ɱ�10�fԪ���ϡ�
һ�w���Ғ��c���C
܇�����b܇�g���õđҒ��c���C���Ƿ��wʽ�Ғ��c���C��������׃�����c���Q���x��׃�����c���Qͨ�^�ֵܴ��~��|�B�ӡ���܇܇����䓰�����0.6��1.2mm֮�g�������^�̺������ͨ����10000A���ϣ��B���~��|˲�r���a���������������͏��ҵ�늴�ݗ�䣬�@�r����Ҫ����sˮ�M����s��
������һ�w���Ғ��c���C������׃�����ں��Q�ϣ��Ķ�ʡȥ�˺���׃�����c���Q֮�g���B����|����������������ʹ��Ч�ʡ�����܇܇�T���ɼ��ֿ��ɺ��ӕr�����÷��w�Ғ��c���C��������һ����150��160kVA֮�g��������һ�w���Ғ��c���Cһ����35��40kVA ���C�Ϳ����ˡ��D7�͈D8�քe��һ�w�����C�ͷ��wʽ�Ғ��c���C���Ì��������п��Կ������B�ӵ�һ�w�����C��|ֱ����С�������wʽ���C�c���Q�B�ӵ���|�ܴ֡�
�oՓ��һ�w�����C߀�Ƿ��wʽ���C������׃����ݔ���늉�һ�㶼�dž���380V��һ�wʽ���C���ں���׃�����ں��Q�ϣ��������[�������ܝM��������܇�S�����Ҏ�̣�����S��S���e�Ǻ��Y���S��ֹʹ��һ�w���Ғ��c���C�����⣬���ں���׃�����ں��Q�ϣ������˺��Q���������˹��������ȴ����Ա��^�m��С���Q�����T�w��С���ȡ�
�Y�Z
��܇��ˇ�İlչ�����ܺͭh����Ҫ��Խ��Խ�ߣ��Ƅ��˹��ܭh�����g��ˇ�O��ďV�����á��c�ǹ��ܭh���O������^�����ܭh����ˇ�O��ͨ�����������a��I�IJ�ُ�ɱ���S�o�ɱ�����ˣ�������܇���a��I�������Լ��Ę˜ʡ����T��������һ�N���N���ܭh����ˇ�O�䡣
����
���P��
- ���әC���˵ĽM�ɲ���
- �C���˶Ѷ�C����Щ���c
- �a��C���˵�Ч��
- ���әC��������܇�ИI����