���әC���˾��̼��{ԇ����
�l��r�g��2021-11-04
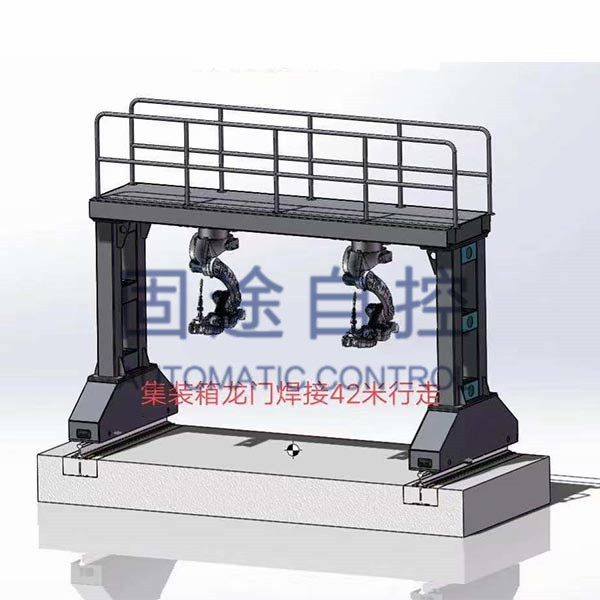
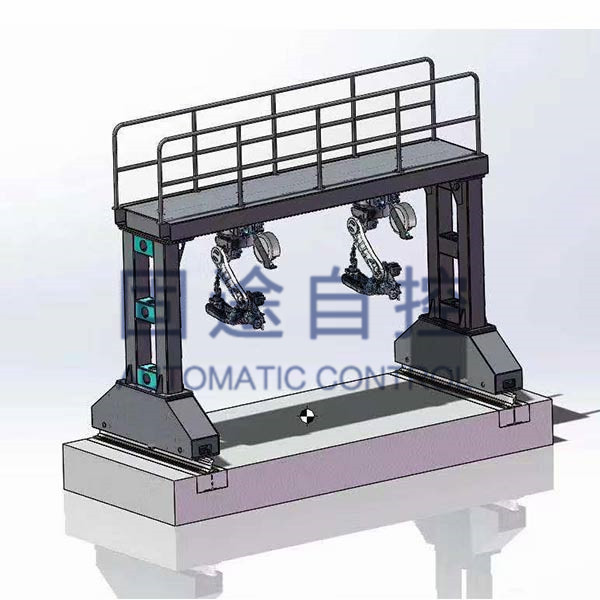
�S������I�ڄӳɱ����ϝq���ڹ��I���a�У����әC�������b��C���ˡ���Ϳ�C���˼����\�C���˵ȹ��I�C���˶��ѱ��������á�
���әC�������̼����w���E��
1���������õ����b�A�����ں���ƽ�_�ϻ���׃λ���ϣ��ö�λ�N��λ�������b�A���i�o��
2�� ���әC�������̵IJ��E�����������M�У�
a) �x��ʾ��ģʽ��
b) ����һ���µ����I����
c) �����әC�������ˣ����S���˺������ˣ��£��քӲ����ƄәC�������m��λ�ã��惦ӛ�ԓλ��.����һ���c���������������Π���p�����ͺ��p��λ�ã��惦��ӛ����ɂ����c����
d) ҕ��Ҫ���ڳ����и����c���g�����m���đ������
e) ӛ䛳���Y��������Y������
f) �M��ʾ�̃��ݵ������ʹ_�J���á�ǰ�M�z�顱�͡����˙z�顱�������c�� �M��У�������ӻ�h����
3. ���I�������ʼ�c�O�ڙC���˵ą����cλ���ϣ��Y���cλ���c��ʼ�cλ�ñM���ܵ��O��ͬһλ�ã��Ԝp�ٰl����ײ�Ŀ����ԡ�
4. ���p�����^���r����p�ٺ���׃�Σ�����ǰ���A�ȿ��]�ø����p�ĺ������
5. ʾ�̾��̕r�����������c��λ�ú͔��������ⲻ��Ҫ���c��ͬ�r���_���C�������c�c�c�g�܉�������_�����c���������b�A���Ȱl����ײ��
���әC�����{ԇ���̣�
1. ��ʾ��ģʽ�£����քӵķ�ʽ�������\��һ�����I���_���]��Σ�U�Ą������ڡ�
2. �_�����C�Դ�����{���ñ��o���w���������_ʼ�ԄӺ��ӡ�
3. �����p�����ֹͣ�\���еij����^�캸�p�|��������ˇ�����Ƿ����������Ҫ���t������ˇ�����M���{��֮���^�m���ӡ�һ�㽛�^2��3�ε��{�����p�|�������_���A�ڵ�Ч����
4. ������������M���ד죬�יz�ϸ���M���������ӡ�
5. �����F���p��ƫ�ĬF��r�����ȑ��z������Ƿ��b��λ����Ιz�����b�A���Ƿ����Ʉӡ�λ�ƵĬF�z�錧����Ƿ��Ʉӻ��Ƿ�l����ײ�ȬF���ҳ�ԭ������M��ᘌ��ԵĽ�Q��
6. �����^���У����S�r�^�챣�o���w�����z��ʣ�������粻�㑪����ֹͣ�\���еęC���ˣ��M�и��Q��
7. �`���Ӳ�ͬ�����I����r�����ߙC�����Ƅ������벻���ķ���r���ٻ������������ߟo���R�Ŀ����C���˵Ą��������ȕr�ȣ����������¾o��ֹͣ���o��һ���¾o��ֹͣ���o�C���˼��o��ֹͣ���o��ֹͣ���o�Ѓ�̎��һ̎��ʾ�����ϣ���һ̎�ڿ��ƺеIJ�������ϡ�
�S�����M���켼�g�İlչ�����F���ӮaƷ������Ԅӻ������Ի��c���ܻ��ѳɞ��Ȼڅ�ݡ�Ŀǰ�����ÙC���˺����ѳɞ麸���Ԅӻ����g�F��������Ҫ��־�����әC�������ھ���ͨ���ԏ��������ɿ��ă��c���ܵ����˂�Խ��Խ�����ҕ��
����
���P��
- ���әC���˵ĽM�ɲ���
- �C���˶Ѷ�C����Щ���c
- �a��C���˵�Ч��
- ���әC��������܇�ИI����